Laser- und Wasserstrahlverfahren
Bei Laser- und Wasserstrahlverfahren schießen dir Gartenschläuche und verrückte Wissenschaftler mit Superwaffen durch den Kopf? Wir ändern das!
Inhaltsübersicht
Grundlagen zur Materialbearbeitung
Zu Beginn wollen wir uns erst einmal die Grundlagen zur Materialbearbeitung durch Laser ansehen. Je nachdem wie hoch Strahlungsintensität und Einwirkdauer des Lasers sind, erhält man unterschiedliche Ergebnisse auf dem Werkstück. Da die Strahlungsenergie in Wärme umgewandelt wird, ist Laserstrahlung ein sogenanntes thermisches Werkzeug!
Die Laserstrahlung
Aber wieso verwendet man Laser und kein normales weißes Licht? Nun, Laser erzeugt im Gegensatz zu weißem Licht elektromagnetische Wellen einer einzigen Wellenlänge und besitzt eine geringe Divergenz. Das bedeutet, dass die Wellen nur wenig streuen und sich geradlinig ausbreiten. Also gute Bedingungen, um das Licht zu fokussieren und eine hohe Strahldichte zu erreichen! Durch die Parameter Intensität, Einwirkdauer und die Beschaffenheit des Werkstoffs wird auch festgelegt, ob der Laser ein Erwärmen, Schmelzen, Verdampfen oder Sublimieren des Werkstücks bewirkt.
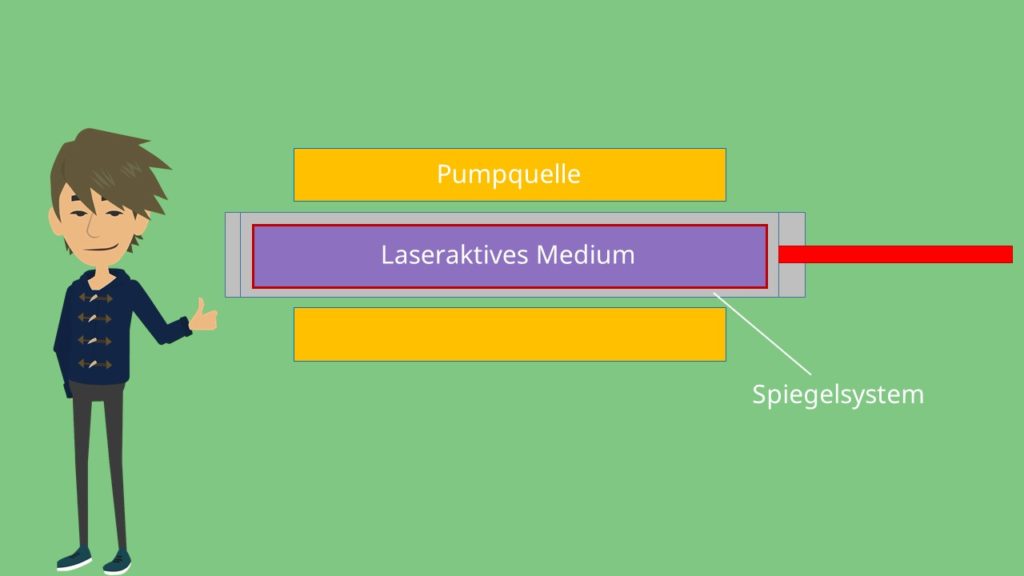
Eine Laserstrahlquelle baut sich aus einer Pumpquelle, von der eine Anregungsstrahlung ausgeht, einem laseraktiven Medium und einem Spiegelsystem auf. Unterschieden werden Laserstrahlquellen je nach Medium und wie dieses vorliegt. Es gibt zum Beispiel CO2- Laser, Laser mit Neodym dotiertem Yttrium- Aluminium Granat oder Diodenlaser.
Abtragen durch Laserstrahlung
Widmen wir uns nun den eigentlichen Verfahren, die mit Laserstrahlung arbeiten. Möchte man mittels Laser abtragen, so gibt es drei Möglichkeiten. Wird der Werkstoff durch den Laser erschmolzen, spricht man vom Laserstrahlschmelzabtragen. Beim Laserstrahloxidabtragen schmilzt und verbrennt der Werkstoff durch die Zufuhr von Sauerstoff. Verdampft oder sublimiert die Werkstückoberfläche, spricht man vom Sublimationsabtragen. Das Ergebnis wird vor allem durch die Pulsdauer des Laserstrahls beeinflusst.
Bohren durch Laserstralung
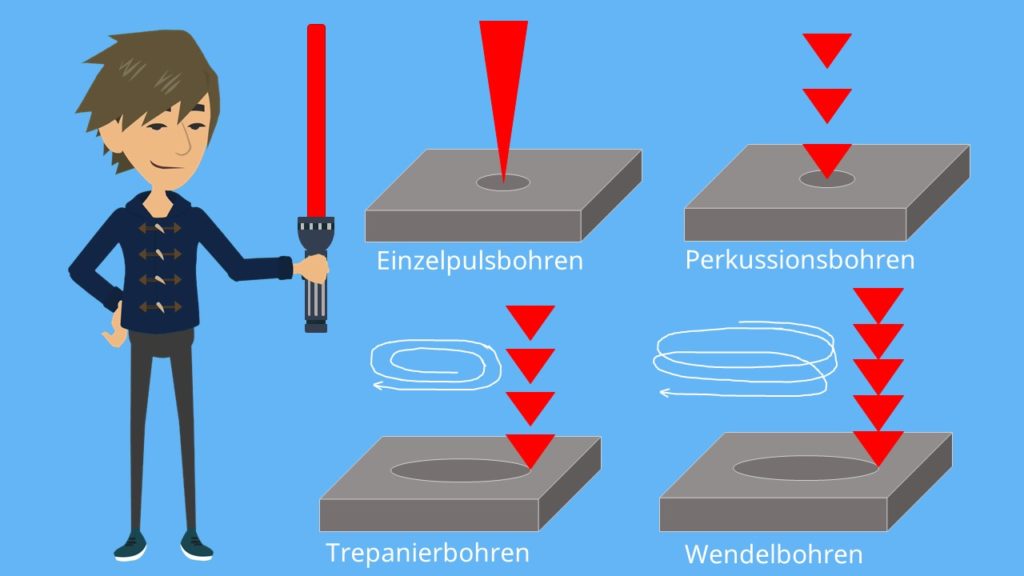
Neben dem Abtragen lässt sich auch das Bohren mittels Laserstrahlbearbeitung umsetzen. Dabei unterscheidet man Verfahren, bei denen ein einzelner oder mehrere Laserpulse erfolgen. Zusätzlich kann man die Laserpulse auf einer Bahn fahren lassen. Angewendet wird das Laserschneiden zum Beispiel für Blechplatinen in der Automobilindustrie oder zum Schneiden sehr filigraner medizinischer Stents.
Wasserstrahlverfahren
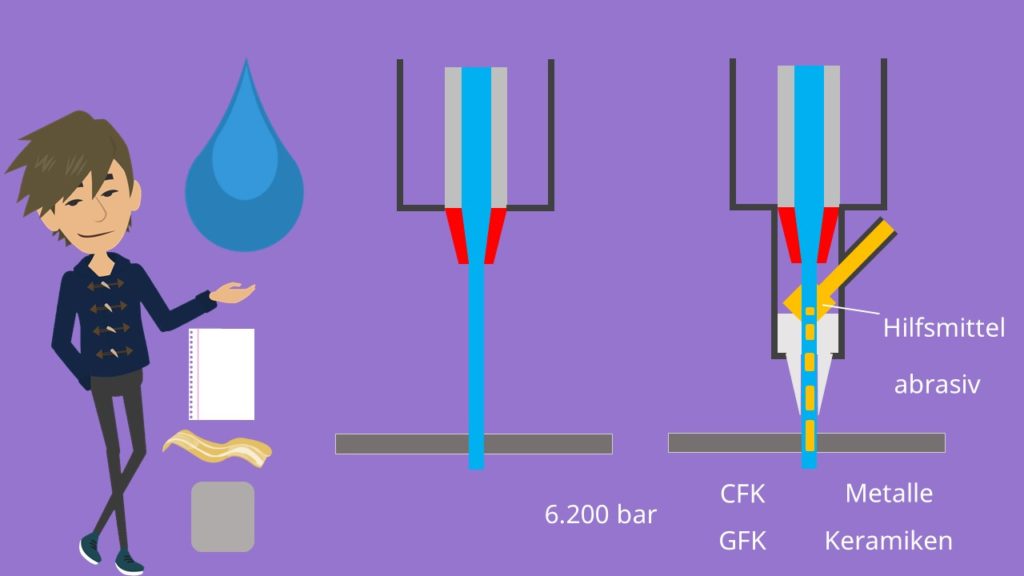
Jetzt begeben wir uns zu den Verfahren, die mit der Kraft des Wassers arbeiten. Sicher hast du schon einmal gesehen, dass die Steinplatten bei einem alten Brunnen genau dort eine Mulde bilden, wo stetig ein Wassertropfen hinfällt. Dieser Effekt wird bei den Hochdruckwasserstrahlverfahren verstärkt und beispielsweise zum Schneiden genutzt. Empfindliche Werkstoffe wie Papier, Gummi oder sehr dünne Metallfolien werden mit reinem Wasser durch das Rein-Wasserstrahlschneiden bearbeitet. Ist der Werkstoff jedoch fest bis hochfest, muss dem Wasser noch ein Hilfsmittel wie Korund oder Granat beigemischt werden. Diese Stoffe wirken abrasiv, das heißt sie tragen Partikel der Werkstückoberfläche ab. Oft wird diese Variante für Verbundwerkstoffe wie CFK und GFK, aber auch Metalle und Keramiken angewendet.
Hochdruckwasserstrahlverfahren
Eine Anlage, die mit Hochdruckwasserstrahlverfahren arbeitet, baut einen Wasserdruck von bis zu 6.200 bar auf. Zum Vergleich: der relative Druck zum Umgebungsdruck in einem Autoreifen beträgt nur um die 2,7 bar. Außerdem tritt der Wasserstrahl mit bis zu 3-facher Schallgeschwindigkeit aus. Das sind rund 3.700 Kilometer pro Stunde! Dadurch, dass das Wasser meist kalt ist, entsteht beim Schneiden kaum thermische Energie und auch nur wenig mechanische Belastung. Konkret heißt das: ein Kunststoff lässt sich bearbeiten, ohne dass er aufschmilzt. Das ist der Grund, weshalb Wasserstrahlverfahren vorteilhaft für die Bearbeitung von Kunststoffen und weichen Werkstoffen sind.

Anders als bei Sägen oder Bohrern, die Schneiden besitzen, muss man das Werkzeug nur sehr selten erneuern, da sich die Düse kaum abnutzt. Trotzdem ergeben sich auch Nachteile: Betriebs- und Investitionskosten sind relativ hoch und auch die Schnittleistung ist begrenzt. Je tiefer man mit dem Wasserstrahl schneidet, desto schmäler wird die Fuge, die der Strahl hinterlässt. Vergleicht man das mit der Laserbearbeitung, hat man dort genau den entgegengesetzten Fall: der Strahl weitet die Fugenbreite mit zunehmender Schnitttiefe auf.
Jetzt hast Du die wichtigsten Sonderverfahren kennengelernt, die zwar relativ hohe Kosten mit sich bringen, aber trotzdem in vielen Bereichen wie der Luftfahrt, der Automobilindustrie und im Schiffsbau ihren Einsatz finden.
Superlaserwaffen bauen wir zwar keine mehr, aber wir zeigen dir im nächsten Video noch weitere hochmoderne Fertigungsprozesse. Also bis gleich!